Hello_
Subscribe Now
Subscribe Now
Importance of Flute Profile in Packaging Industry
Importance of Flute Profile in Packaging Industry
Importance of Flute Profile in Packaging Industry
Importance of Flute Profile in Packaging Industry
published on
Mar 27, 2025
reading time
11 Minutes
11 Minutes
written by
Anurag Biyani
Vice President
Unipack India
share article
additional resources
Anurag Biyani
CEO, UniPack India
Second Author
Sr. Engineer, Sales and Marketing
The Strategic Significance of Flute Profiles: Selection Criteria for Optimal Corrugated Performance
Corrugated board, the foundation of the packaging industry, derives its remarkable strength-to-weight ratio from a seemingly simple structure: the fluted medium sandwiched between liners. However, this apparent simplicity belies the complex engineering considerations that determine packaging performance. At the core of these considerations lies the flute profile – a critical variable that influences virtually every performance parameter of the finished package.
Understanding Flute Architecture and Classification
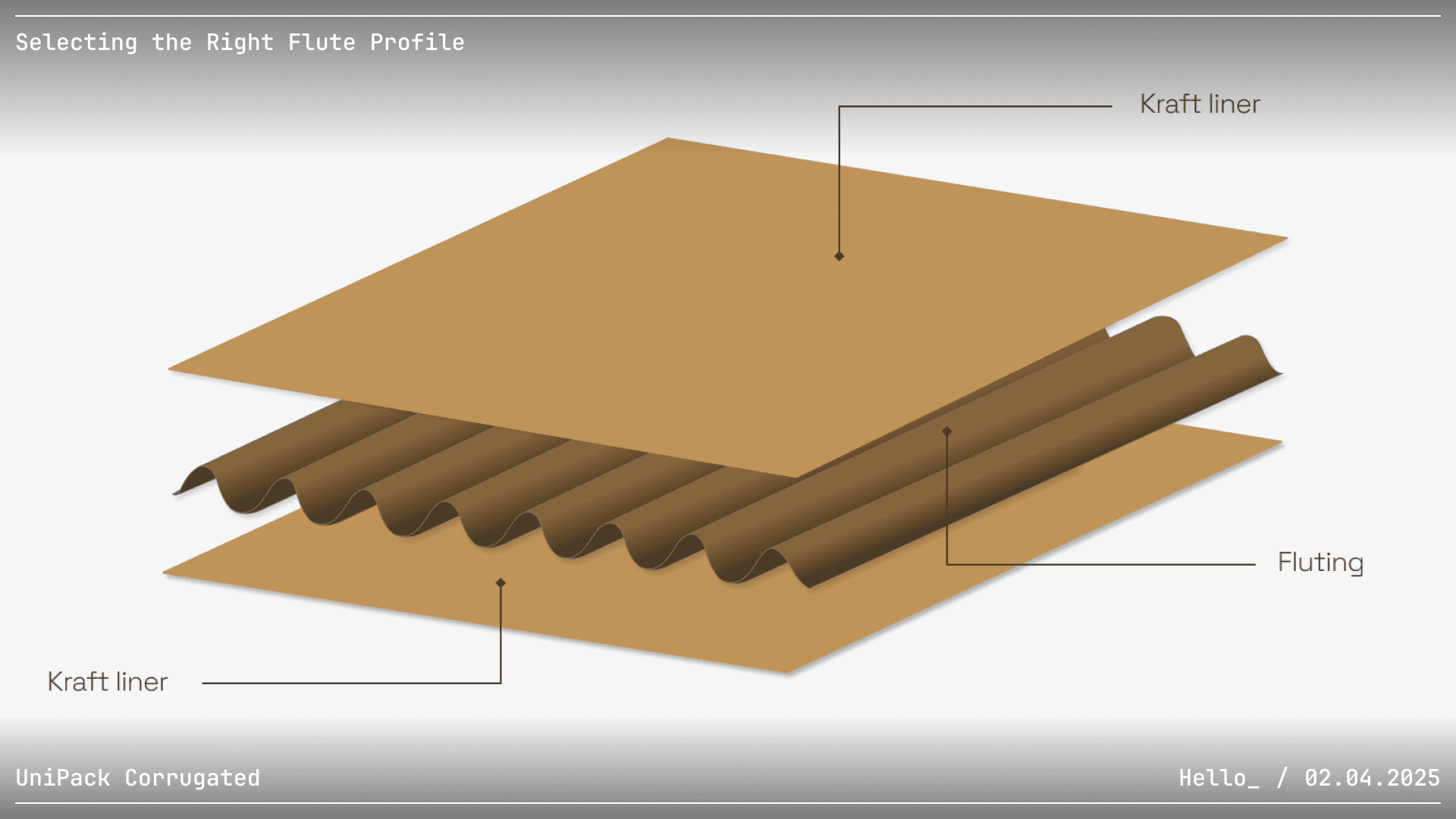
Flute profiles are categorized primarily by their height, pitch (distance between flute peaks), and flute count per unit length. These geometric characteristics create distinct performance properties, making each flute profile suitable for specific applications. The standard classification system includes:
A-Flute (4.8-5.0mm height): Characterized by tall, widely spaced flutes (33-39 flutes per linear meter), A-flute was among the earliest profiles developed. Its relatively large flute height provides excellent cushioning and compression resistance, though at the cost of material efficiency and print surface quality.
B-Flute (2.4-3.0mm height): With 47-53 flutes per linear meter, B-flute strikes a balance between cushioning and flat surface qualities. Its moderate profile makes it versatile for applications requiring reasonable printing quality without sacrificing structural integrity.
C-Flute (3.6-4.0mm height): Perhaps the most ubiquitous profile in the industry, C-flute (39-43 flutes per linear meter) represents the "standard" corrugated medium. It offers an optimal balance of stacking strength, cushioning properties, and material efficiency for most general packaging applications.
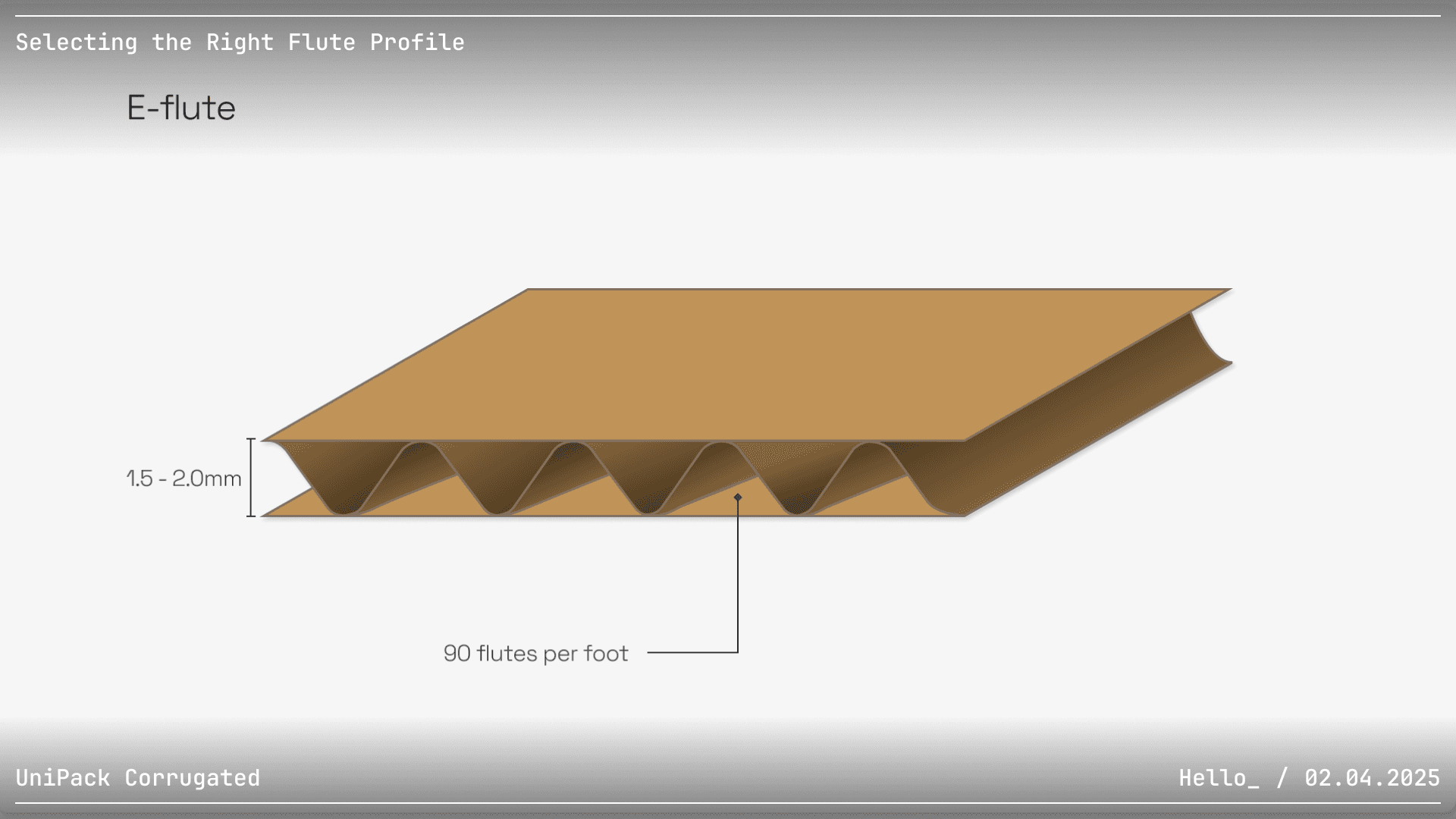
E-Flute (1.1-1.4mm height): With its high flute count (90-96 flutes per linear meter) and low profile, E-flute provides an excellent printing surface and significant flat crush resistance. While sacrificing some cushioning properties, it excels in retail packaging applications where graphics reproduction quality is paramount.
F-Flute (0.6-0.9mm height): The shallowest conventional profile with 110-115 flutes per linear meter, F-flute approaches the characteristics of solid board while maintaining the structural advantages of corrugated. Its primary application lies in high-quality retail packaging and microflute formats.
Double-Wall Combinations (BC, EB, etc.): These constructions combine different flute profiles to leverage complementary properties. BC-flute, for instance, marries B-flute's surface quality with C-flute's structural integrity for heavy-duty applications requiring both strength and printability.
Critical Performance Parameters Influenced by Flute Selection
The flute profile exerts a profound influence on virtually every performance characteristic of corrugated packaging. Understanding these relationships is essential for informed specification decisions:
Compression Strength and Stacking Performance
Box Compression Strength (BCT) represents the maximum top-to-bottom load a package can sustain before failure. This parameter directly correlates with the flute profile's contribution to the board's caliper (thickness) and moment of inertia. While A-flute and C-flute traditionally offer superior compression resistance due to their greater height, the relationship between flute profile and BCT is complex.
Modern corrugating operations have demonstrated that smaller flute profiles with higher flute counts (E-flute, for instance) can achieve comparable or superior compression strength to larger profiles while using less fiber. This efficiency stems from the increased number of supporting structures per unit area. However, this advantage remains contingent on proper converting practices and medium quality.
Cushioning Properties and Product Protection
Flute height significantly impacts the board's ability to absorb impact forces and vibration energy. The taller flutes (A-flute, C-flute) provide greater deformation capacity, absorbing kinetic energy during impact events. This makes them particularly suitable for packaging fragile items or products requiring protection from transit hazards.
The cushioning mechanism works through controlled deformation of the fluted medium, which dissipates energy that would otherwise transfer to the packaged product. Analysis of drop-test performance consistently shows that taller flute profiles offer superior cushioning, though this advantage must be weighed against material efficiency considerations.
Board Stiffness and Flexural Rigidity
Bending resistance, particularly for cantilevered loads, correlates directly with the board's effective thickness, which is primarily determined by flute height. The Edge Crush Test (ECT) value, a key indicator of board performance, is influenced by both the medium's characteristics and the flute profile's contribution to the overall board architecture.
For applications requiring high rigidity without excessive material usage, optimizing the flute profile becomes critical. C-flute and B-flute typically provide excellent rigidity-to-material ratios, though modern manufacturing capabilities have expanded the performance envelope of smaller profiles.
Surface Characteristics and Print Quality
The flute profile significantly impacts the topography of the outer liner, particularly in single-wall constructions. Larger flutes create more pronounced "washboarding" effects (visible ridges corresponding to the underlying flute pattern), which can compromise print quality, especially for fine halftones and process printing.
Smaller profiles (E-flute, F-flute) minimize this washboarding effect, providing a flatter, more consistent printing surface. This advantage makes them preferred for retail-ready packaging where brand presentation is paramount. Modern printing technology, including pre-print techniques and high-definition flexography, has somewhat mitigated these challenges for larger flute profiles, though the fundamental relationship persists.
Material Efficiency and Sustainability Metrics
In an era of heightened focus on resource efficiency, the material optimization potential of different flute profiles becomes increasingly significant. Smaller profiles typically require less fiber per unit area while potentially maintaining comparable performance characteristics. F-flute and E-flute constructions offer material savings up to 30% compared to C-flute for equivalent ECT values when properly engineered.
However, this efficiency must be balanced against the increased technical demands of producing and converting smaller flute profiles, which may require more precise equipment and process control.
Application-Specific Selection Criteria
The optimal flute profile for a given application emerges from systematic evaluation of requirements across multiple dimensions:
Heavy-Duty Industrial Applications
For applications involving heavy contents or substantial stacking loads, such as bulk chemical containers or industrial component packaging, the dominant selection factors typically include Maximum compression strength for safe stacking; Resistance to bulging under load; Durability in challenging handling environments
These requirements often lead to the selection of BC-flute or C-flute constructions, which provide superior compression resistance and puncture protection. The incremental material cost is justified by the performance requirements and value of the protected goods.
Consumer Goods and Retail Packaging
For consumer products destined for retail environments, the selection criteria shift significantly these customers prefer Superior print surface for brand representation; Reduced material usage for sustainability goals; Efficient use of shelf space; Attractive unboxing experience
E-flute and F-flute constructions excel in these applications, offering excellent printability while maintaining sufficient strength for lightweight to moderate products. The superior die-cutting characteristics of these profiles also enable more complex structural designs and display features.
Electronic Component Packaging
The protection of sensitive electronic components presents unique challenges requiring a Superior cushioning against shock and vibration; Controlled compression characteristics; Static dissipation capabilities; Precision interior fitments
B-flute often emerges as the optimal solution for these applications, providing good cushioning without excessive bulk. For extremely sensitive components, combinations with a specialized medium (such as anti-static treatments) may be employed.
Agricultural and Produce Packaging
Fresh produce packaging must balance several competing requirements; Ventilation for appropriate atmospheric control; Moisture resistance (or controlled absorption); Stacking strength in variable humidity conditions; Cost efficiency for seasonal operations
C-flute traditionally dominates this sector, offering robust performance in humid environments and good ventilation potential through strategic perforation. However, specialized B-flute constructions are gaining market share for premium produce where presentation quality becomes more significant.
Selection Methodology and Testing Protocols
The systematic selection of optimal flute profiles should follow a structured methodology:
Quantify Application Requirements: Define specific performance metrics including required BCT, puncture resistance, and surface quality.
Evaluate Physical Distribution Environment: Document the expected hazards throughout the supply chain, including stacking duration, handling methods, and environmental conditions.
Consider Manufacturing Constraints: Assess the converting equipment capabilities, including die-cutting precision and folding characteristics.
Conduct Empirical Testing: Implement comparison testing of candidate constructions, preferably using TAPPI or ISO standardized methods.
Optimize through Iteration: Refine the selection based on test results, possibly developing custom combinations for particularly demanding applications.
Key laboratory tests to validate flute profile performance include:
Box Compression Test (BCT): Measures the maximum top-to-bottom load a box can sustain.
Edge Crush Test (ECT): Evaluates the crushing resistance of the corrugated board edge.
Flat Crush Test (FCT): Determines the resistance of the fluted medium to crushing forces perpendicular to the board surface.
Bursting Strength (Mullen Test): Measures the force required to rupture the board surface.
Puncture Resistance: Evaluates resistance to penetration by sharp objects.
Technological Advancements Influencing Flute Selection
Recent technological developments have expanded the performance parameters of traditional flute profiles:
High-Definition Corrugation Profiles
Modern corrugators equipped with precision roll technology can produce flute profiles with significantly tighter tolerances than traditional equipment. This precision enables optimized geometries that maximize strength while minimizing material usage. Unipack's Pro and Giant series corrugators employ computerized pressure control systems that maintain geometric precision throughout production runs, ensuring consistent flute formation.
Variable Flute Geometries
Beyond the standard classifications, advances in corrugating technology have enabled the development of specialized flute geometries. These include sinusoidal patterns with variable amplitudes and non-standard pitch ratios designed for specific performance attributes. Such innovations allow packaging engineers to target particular performance characteristics without being constrained to standard classifications.
Hybrid Medium Technologies
The interaction between flute profile and medium characteristics has led to the development of specialized corrugating mediums designed to enhance specific flute profiles. High-performance mediums with tailored strength-to-weight ratios can compensate for inherent limitations of certain flute geometries, expanding their application potential.
Advanced Converting Capabilities
Improvements in converting equipment, particularly in die-cutting precision and score-line creation, have expanded the practical application range of smaller flute profiles. These advancements allow for complex structural designs using E-flute and F-flute constructions that would previously have been unreliable in production environments.
Economic Implications of Flute Selection
The flute profile selection carries significant economic consequences beyond the immediate material cost considerations:
Material Cost Optimization
Smaller flute profiles typically require less fiber per unit area, potentially reducing material costs by 15-30% compared to larger profiles for equivalent strength characteristics. However, this material efficiency often comes with higher production demands and potential speed limitations on converting equipment.
Production Efficiency Factors
Larger flute profiles generally run more efficiently on corrugating equipment, with A-flute and C-flute typically allowing for maximum machine speeds. The production efficiency gap has narrowed with modern equipment, but smaller profiles like E-flute and F-flute may still incur productivity penalties on some production lines.
Logistics and Space Utilization
The caliper differential between flute profiles significantly impacts logistics costs and warehouse space utilization. The reduced thickness of smaller profiles can yield substantial savings in transportation and storage costs, particularly for high-volume operations where these factors represent significant expenditures.
Cost-Performance Optimization
The most economically efficient approach often involves finding the smallest flute profile that reliably meets performance requirements rather than defaulting to traditional specifications. This optimization requires comprehensive understanding of both the performance parameters and the economic factors across the supply chain.
Conclusion: Strategic Selection Approach
Flute profile selection represents a strategic decision point with cascading implications throughout the packaging life cycle. Rather than treating flute specification as a standard default, packaging engineers should approach it as a key variable to be optimized against specific application requirements.
The optimal selection emerges from systematic evaluation across multiple dimensions: performance requirements, manufacturing capabilities, supply chain considerations, and economic factors. Modern corrugated production capabilities, particularly those available on advanced systems like Unipack's Pro and Giant corrugator series, have expanded the performance envelope of each flute type, creating new optimization opportunities.
As sustainability considerations continue to gain importance, the material efficiency potential of smaller flute profiles will likely drive further innovation in their application range. Simultaneously, advancements in medium technology and converting precision will continue to reshape the performance boundaries of traditional flute classifications.
For packaging professionals, developing a sophisticated understanding of flute profile characteristics and their interaction with other specification variables represents a significant competitive advantage. Through strategic flute selection, packaging engineers can simultaneously enhance product protection, improve sustainability metrics, and optimize economic performance – a powerful combination in today's demanding marketplace.
The Strategic Significance of Flute Profiles: Selection Criteria for Optimal Corrugated Performance
Corrugated board, the foundation of the packaging industry, derives its remarkable strength-to-weight ratio from a seemingly simple structure: the fluted medium sandwiched between liners. However, this apparent simplicity belies the complex engineering considerations that determine packaging performance. At the core of these considerations lies the flute profile – a critical variable that influences virtually every performance parameter of the finished package.
Understanding Flute Architecture and Classification
Flute profiles are categorized primarily by their height, pitch (distance between flute peaks), and flute count per unit length. These geometric characteristics create distinct performance properties, making each flute profile suitable for specific applications. The standard classification system includes:
A-Flute (4.8-5.0mm height): Characterized by tall, widely spaced flutes (33-39 flutes per linear meter), A-flute was among the earliest profiles developed. Its relatively large flute height provides excellent cushioning and compression resistance, though at the cost of material efficiency and print surface quality.
B-Flute (2.4-3.0mm height): With 47-53 flutes per linear meter, B-flute strikes a balance between cushioning and flat surface qualities. Its moderate profile makes it versatile for applications requiring reasonable printing quality without sacrificing structural integrity.
C-Flute (3.6-4.0mm height): Perhaps the most ubiquitous profile in the industry, C-flute (39-43 flutes per linear meter) represents the "standard" corrugated medium. It offers an optimal balance of stacking strength, cushioning properties, and material efficiency for most general packaging applications.
E-Flute (1.1-1.4mm height): With its high flute count (90-96 flutes per linear meter) and low profile, E-flute provides an excellent printing surface and significant flat crush resistance. While sacrificing some cushioning properties, it excels in retail packaging applications where graphics reproduction quality is paramount.
F-Flute (0.6-0.9mm height): The shallowest conventional profile with 110-115 flutes per linear meter, F-flute approaches the characteristics of solid board while maintaining the structural advantages of corrugated. Its primary application lies in high-quality retail packaging and microflute formats.
Double-Wall Combinations (BC, EB, etc.): These constructions combine different flute profiles to leverage complementary properties. BC-flute, for instance, marries B-flute's surface quality with C-flute's structural integrity for heavy-duty applications requiring both strength and printability.
Critical Performance Parameters Influenced by Flute Selection
The flute profile exerts a profound influence on virtually every performance characteristic of corrugated packaging. Understanding these relationships is essential for informed specification decisions:
Compression Strength and Stacking Performance
Box Compression Strength (BCT) represents the maximum top-to-bottom load a package can sustain before failure. This parameter directly correlates with the flute profile's contribution to the board's caliper (thickness) and moment of inertia. While A-flute and C-flute traditionally offer superior compression resistance due to their greater height, the relationship between flute profile and BCT is complex.
Modern corrugating operations have demonstrated that smaller flute profiles with higher flute counts (E-flute, for instance) can achieve comparable or superior compression strength to larger profiles while using less fiber. This efficiency stems from the increased number of supporting structures per unit area. However, this advantage remains contingent on proper converting practices and medium quality.
Cushioning Properties and Product Protection
Flute height significantly impacts the board's ability to absorb impact forces and vibration energy. The taller flutes (A-flute, C-flute) provide greater deformation capacity, absorbing kinetic energy during impact events. This makes them particularly suitable for packaging fragile items or products requiring protection from transit hazards.
The cushioning mechanism works through controlled deformation of the fluted medium, which dissipates energy that would otherwise transfer to the packaged product. Analysis of drop-test performance consistently shows that taller flute profiles offer superior cushioning, though this advantage must be weighed against material efficiency considerations.
Board Stiffness and Flexural Rigidity
Bending resistance, particularly for cantilevered loads, correlates directly with the board's effective thickness, which is primarily determined by flute height. The Edge Crush Test (ECT) value, a key indicator of board performance, is influenced by both the medium's characteristics and the flute profile's contribution to the overall board architecture.
For applications requiring high rigidity without excessive material usage, optimizing the flute profile becomes critical. C-flute and B-flute typically provide excellent rigidity-to-material ratios, though modern manufacturing capabilities have expanded the performance envelope of smaller profiles.
Surface Characteristics and Print Quality
The flute profile significantly impacts the topography of the outer liner, particularly in single-wall constructions. Larger flutes create more pronounced "washboarding" effects (visible ridges corresponding to the underlying flute pattern), which can compromise print quality, especially for fine halftones and process printing.
Smaller profiles (E-flute, F-flute) minimize this washboarding effect, providing a flatter, more consistent printing surface. This advantage makes them preferred for retail-ready packaging where brand presentation is paramount. Modern printing technology, including pre-print techniques and high-definition flexography, has somewhat mitigated these challenges for larger flute profiles, though the fundamental relationship persists.
Material Efficiency and Sustainability Metrics
In an era of heightened focus on resource efficiency, the material optimization potential of different flute profiles becomes increasingly significant. Smaller profiles typically require less fiber per unit area while potentially maintaining comparable performance characteristics. F-flute and E-flute constructions offer material savings up to 30% compared to C-flute for equivalent ECT values when properly engineered.
However, this efficiency must be balanced against the increased technical demands of producing and converting smaller flute profiles, which may require more precise equipment and process control.
Application-Specific Selection Criteria
The optimal flute profile for a given application emerges from systematic evaluation of requirements across multiple dimensions:
Heavy-Duty Industrial Applications
For applications involving heavy contents or substantial stacking loads, such as bulk chemical containers or industrial component packaging, the dominant selection factors typically include Maximum compression strength for safe stacking; Resistance to bulging under load; Durability in challenging handling environments
These requirements often lead to the selection of BC-flute or C-flute constructions, which provide superior compression resistance and puncture protection. The incremental material cost is justified by the performance requirements and value of the protected goods.
Consumer Goods and Retail Packaging
For consumer products destined for retail environments, the selection criteria shift significantly these customers prefer Superior print surface for brand representation; Reduced material usage for sustainability goals; Efficient use of shelf space; Attractive unboxing experience
E-flute and F-flute constructions excel in these applications, offering excellent printability while maintaining sufficient strength for lightweight to moderate products. The superior die-cutting characteristics of these profiles also enable more complex structural designs and display features.
Electronic Component Packaging
The protection of sensitive electronic components presents unique challenges requiring a Superior cushioning against shock and vibration; Controlled compression characteristics; Static dissipation capabilities; Precision interior fitments
B-flute often emerges as the optimal solution for these applications, providing good cushioning without excessive bulk. For extremely sensitive components, combinations with a specialized medium (such as anti-static treatments) may be employed.
Agricultural and Produce Packaging
Fresh produce packaging must balance several competing requirements; Ventilation for appropriate atmospheric control; Moisture resistance (or controlled absorption); Stacking strength in variable humidity conditions; Cost efficiency for seasonal operations
C-flute traditionally dominates this sector, offering robust performance in humid environments and good ventilation potential through strategic perforation. However, specialized B-flute constructions are gaining market share for premium produce where presentation quality becomes more significant.
Selection Methodology and Testing Protocols
The systematic selection of optimal flute profiles should follow a structured methodology:
Quantify Application Requirements: Define specific performance metrics including required BCT, puncture resistance, and surface quality.
Evaluate Physical Distribution Environment: Document the expected hazards throughout the supply chain, including stacking duration, handling methods, and environmental conditions.
Consider Manufacturing Constraints: Assess the converting equipment capabilities, including die-cutting precision and folding characteristics.
Conduct Empirical Testing: Implement comparison testing of candidate constructions, preferably using TAPPI or ISO standardized methods.
Optimize through Iteration: Refine the selection based on test results, possibly developing custom combinations for particularly demanding applications.
Key laboratory tests to validate flute profile performance include:
Box Compression Test (BCT): Measures the maximum top-to-bottom load a box can sustain.
Edge Crush Test (ECT): Evaluates the crushing resistance of the corrugated board edge.
Flat Crush Test (FCT): Determines the resistance of the fluted medium to crushing forces perpendicular to the board surface.
Bursting Strength (Mullen Test): Measures the force required to rupture the board surface.
Puncture Resistance: Evaluates resistance to penetration by sharp objects.
Technological Advancements Influencing Flute Selection
Recent technological developments have expanded the performance parameters of traditional flute profiles:
High-Definition Corrugation Profiles
Modern corrugators equipped with precision roll technology can produce flute profiles with significantly tighter tolerances than traditional equipment. This precision enables optimized geometries that maximize strength while minimizing material usage. Unipack's Pro and Giant series corrugators employ computerized pressure control systems that maintain geometric precision throughout production runs, ensuring consistent flute formation.
Variable Flute Geometries
Beyond the standard classifications, advances in corrugating technology have enabled the development of specialized flute geometries. These include sinusoidal patterns with variable amplitudes and non-standard pitch ratios designed for specific performance attributes. Such innovations allow packaging engineers to target particular performance characteristics without being constrained to standard classifications.
Hybrid Medium Technologies
The interaction between flute profile and medium characteristics has led to the development of specialized corrugating mediums designed to enhance specific flute profiles. High-performance mediums with tailored strength-to-weight ratios can compensate for inherent limitations of certain flute geometries, expanding their application potential.
Advanced Converting Capabilities
Improvements in converting equipment, particularly in die-cutting precision and score-line creation, have expanded the practical application range of smaller flute profiles. These advancements allow for complex structural designs using E-flute and F-flute constructions that would previously have been unreliable in production environments.
Economic Implications of Flute Selection
The flute profile selection carries significant economic consequences beyond the immediate material cost considerations:
Material Cost Optimization
Smaller flute profiles typically require less fiber per unit area, potentially reducing material costs by 15-30% compared to larger profiles for equivalent strength characteristics. However, this material efficiency often comes with higher production demands and potential speed limitations on converting equipment.
Production Efficiency Factors
Larger flute profiles generally run more efficiently on corrugating equipment, with A-flute and C-flute typically allowing for maximum machine speeds. The production efficiency gap has narrowed with modern equipment, but smaller profiles like E-flute and F-flute may still incur productivity penalties on some production lines.
Logistics and Space Utilization
The caliper differential between flute profiles significantly impacts logistics costs and warehouse space utilization. The reduced thickness of smaller profiles can yield substantial savings in transportation and storage costs, particularly for high-volume operations where these factors represent significant expenditures.
Cost-Performance Optimization
The most economically efficient approach often involves finding the smallest flute profile that reliably meets performance requirements rather than defaulting to traditional specifications. This optimization requires comprehensive understanding of both the performance parameters and the economic factors across the supply chain.
Conclusion: Strategic Selection Approach
Flute profile selection represents a strategic decision point with cascading implications throughout the packaging life cycle. Rather than treating flute specification as a standard default, packaging engineers should approach it as a key variable to be optimized against specific application requirements.
The optimal selection emerges from systematic evaluation across multiple dimensions: performance requirements, manufacturing capabilities, supply chain considerations, and economic factors. Modern corrugated production capabilities, particularly those available on advanced systems like Unipack's Pro and Giant corrugator series, have expanded the performance envelope of each flute type, creating new optimization opportunities.
As sustainability considerations continue to gain importance, the material efficiency potential of smaller flute profiles will likely drive further innovation in their application range. Simultaneously, advancements in medium technology and converting precision will continue to reshape the performance boundaries of traditional flute classifications.
For packaging professionals, developing a sophisticated understanding of flute profile characteristics and their interaction with other specification variables represents a significant competitive advantage. Through strategic flute selection, packaging engineers can simultaneously enhance product protection, improve sustainability metrics, and optimize economic performance – a powerful combination in today's demanding marketplace.
UNIPACK
UniPack Corrugated (I) Pvt. Ltd.
Plot No. L-148 & 149, Verna Industrial Estate,
Verna - Goa. 403722
hello@unipack.asia
© 2025 - Unipack Corrugated - All Rights Reserved
Support
UNIPACK
UniPack Corrugated (I) Pvt. Ltd.
Plot No. L-148 & 149, Verna Industrial Estate,
Verna - Goa. 403722
hello@unipack.asia
© 2025 - Unipack Corrugated - All Rights Reserved
Support
UNIPACK
UniPack Corrugated (I) Pvt. Ltd.
Plot No. L-148 & 149, Verna Industrial Estate,
Verna - Goa. 403722
hello@unipack.asia
© 2025 - Unipack Corrugated - All Rights Reserved
Support
UNIPACK
UniPack Corrugated (I) Pvt. Ltd.
Plot No. L-148 & 149, Verna Industrial Estate,
Verna - Goa. 403722
hello@unipack.asia
© 2025 - Unipack Corrugated - All Rights Reserved
Support